

Tài liệu máy 1 kim jack A5E
Tài liệu máy 1 kim jack A5E, A5E-H-M, A5E-H, A5E-7 tài liệu hãng jack chuẩn nhất, mới nhất, tài liệu máy may jack điện tử về các chương trình chỉnh sữa máy may và bảng mã lỗi báo lỗi máy may với cách khách phục đơn giản nhất anh chị xem hết rất đầy đủ, nhớ like chia sẽ để sau này vào xem một cánh nhanh nhất
Vị trí ngừng máy máy jack A5e
Ở trạng thái tắt máy,ấn giữ nút P để vào chế độ tham số của kỹ thuật viên(hiển thị P92 giao
diện tham số)。
Chỉnh đến mục tham số P72,quay tay quay đến khi kim ngừng trên,giá trị số hiển thị sẽ tùy
thuộc vào sự biến đổi khi quay tay quay ,ấn nút P có thể lưu vị trí hiện tại(giá trị số)là vị trí ngừng kim trên,đồng thời tự động tính vị trí ngừng kim dưới
Chế độ tham số.
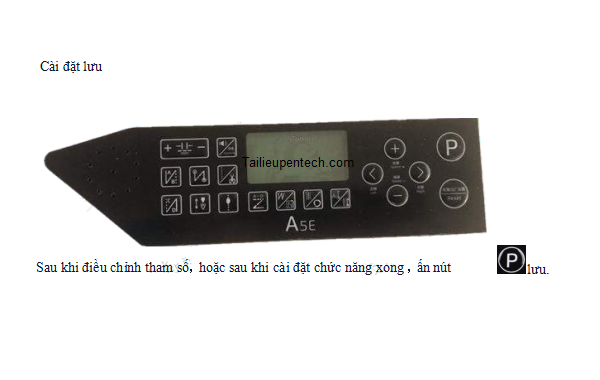
Tham số người dùng :Ở chế độ chờ, bấm và giữ phím P để vào tham số người dùng, nhấn phím trái hoặc phải để di chuyển con trỏ, chữ số giá trị tương ứng nhấp nháy, sau đó nhấn phím cộng hoặc phím trừ để sửa đổi giá trị của chữ số giá trị, nhấn
phím P, toàn bộ giá trị tham số sẽ nhấp nháy Lưu các tham số. Nhấn P lần nữa để
thoát.
Tham số kỹ thuật viên: Ở trạng thái tắt máy, bấm và giữ phím P để khởi động vào chế độ tham số kỹ thuật viên (hiển thị giao diện tham số mục P92). Nhấn phím trái hoặc phím phải để di chuyển con trỏ, chữ số giá trị tương ứng nhấp nháy, sau đó nhấn phím cộng hoặc phím trừ để sửa đổi giá trị của chữ số giá trị, nhấn phím P, toàn bộ giá trị tham số sẽ nhấp nháy, lưu tham số. Nhấn P lần nữa để thoát.
| Tham
số |
Chú thích | Phạm vi | Giá trị
ban đầu |
Nội dung và chú thích |
| P01 | Tốc độ cao nhất (r/S) | 200-5000 | 4000 | |
| P02 | Điều chỉnh tăng tốc đường
cong(%) |
10-100 | 80 | Chỉ số càng lớn, tốc độ bàn đạp càng nhanh và ngược lại |
| P03 | Lựa chọn vị trí ngừng kim | DN/UP | DN | Nhấn phím tăng tốc độ trên màn hình UP: Trên DN: dưới |
| P04 | Tốc độ lại mũi đầu (r/S) | 200-3200 | 2500 | |
| P05 | Tốc độ lại mũi cuối (r/S) | 200-3200 | 2500 | |
| P06 | Tốc độ lại mũi chế độ may W
(r/S) |
200-3200 | 2000 | |
| P07 | Tốc độ may mũi đầu (r/S)) | 200-1500 | 400 | |
| P08 | Số mũi đầu ( mũi) | 0-99 | 2 | |
| P09 | Tốc độ may số mũi đã chọn(
rpm) |
200-4000 | 3700 | Tự động kích hoạt động nút chức năng cài đặt tốc độ |
|
P10 |
Công tắc khởi động mềm ( không bù mũi) |
ON/OFF |
ON |
ON: Sau khi đã may đoạn cuối cùng của số mũi đã chọn, sẽ tự động lại mũi kết thúc động tác.
Chú ý: không thể thực hiện chức năng bù mũi trong mọi chế độ may OFF: Sau khi đã may đoạn cuối cùng của số mũi đã chọn, không tự động lại mũi kết thúc động tác, cần phải thực hiện động tác đạp bàn đạp |
| P11 | Phím lại mũi | J/B | J | J: JUKI (thực hiện khi đang may hoặc ngừng may)
B: BROTHER ( thực hiện trong toàn bộ quá trình may) |
|
P12 |
Lại mũi đầu |
A/M |
1 |
M:Có thể điều khiển bằng bàn đạp,cso thể tùy ý ngừng
máy A: Đạp nhẹ bàn đạp, thực hiện lại mũi đầu M: Do bàn đạp kiểm soát, có thể tùy ý ngừng lại |
|
P10 |
Công tắc khởi động mềm ( không bù mũi) |
ON/OFF |
ON |
ON: Sau khi đã may đoạn cuối cùng của số mũi đã chọn, sẽ tự động lại mũi kết thúc động tác.
Chú ý: không thể thực hiện chức năng bù mũi trong mọi chế độ may OFF: Sau khi đã may đoạn cuối cùng của số mũi đã chọn, không tự động lại mũi kết thúc động tác, cần phải thực hiện động tác đạp bàn đạp |
| P11 | Phím lại mũi | J/B | J | J: JUKI (thực hiện khi đang may hoặc ngừng may)
B: BROTHER ( thực hiện trong toàn bộ quá trình may) |
|
P12 |
Lại mũi đầu |
A/M |
1 |
M:Có thể điều khiển bằng bàn đạp,cso thể tùy ý ngừng
máy A: Đạp nhẹ bàn đạp, thực hiện lại mũi đầu M: Do bàn đạp kiểm soát, có thể tùy ý ngừng lại |
| P19 | Cân bằng mũi may của lại mũi đầu số 2 | 0-200 | 162 | |
|
P20 |
Lại mũi cuối |
0-1 |
1 |
0: Hướng dẫn sử dụng, được điều khiển bằng bàn đạp, có thể
dừng và khởi động tùy ý 1: Tự động, chạm nhẹ vào bàn đạp để tự động thực hiện hành động khâu ngược |
| P21 | Vị trí bàn đạp khi đạp trước | 30-1000 | 520 | |
| P22 | Vị trí bàn đạp khi quay lại
giữa |
30-1000 | 420 | |
| P23 | Vị trí bàn đạp nâng chân vịt | 30-1000 | 270 | |
| P24 | Vị trí bàn đạp cắt chỉ | 30-500 | 130 | |
| P25 | Bù mũi 1 khi may gia cố sau | 0-200 | 162 | |
| P26 | Bù mũi 2 khi may gia cố sau | 0-200 | 162 |
| P28 | Lựa chọn chế độ may lại
mũi liên tục |
0-1 |
1 |
0:Điều khiển bằng bàn đạp,có thể ngừng và khởi động may tùy ý;1:Đạp nhẹ bàn đạp,tự động thực
hiện thao tác may lại mũi; |
| P29 | Lực ngừng máy cắt chỉ | 1-45 | 20 | |
| P32 | Bù mũi 1 đường may W | 0-200 | 162 | |
| P33 | Bù mũi 2 đường may W | 0-200 | 162 | |
|
P34 |
Lựa chọn chế độ may kim cố định |
A/M |
A |
A:Đạp nhẹ bàn đạp,có thể tiến hành thực hiện thao tác may cố định mũi;M:Chịu sự điều khiển của
bàn đạp,có thể tùy ý ngừng và khởi động; |
|
P35 |
Cài đặt chức năng nhả chỉ nâng chân vịt |
0-2 |
0 |
0:Tắt;1:Khi nâng chân vịt chức năng nhả chỉ được khởi động,khi ngừng máy chức năng nhả chỉ
tắt;2:Khi nâng chân vịt chức năng nhả chỉ được tắt ,khi ngừng máy chức năng nhả khởi động |
| P36 | Cài đặt chức năng nhả chỉ | 0-1 | 1 | 0:Tắt;1:Nhả chỉ; |
| P37 | Quật chỉ/kẹp chỉ | 0-11 | 9 | 0:Tắt;1:Quật chỉ ;2~11:Kẹp chỉ,giá trị
càng lớn lực càng lớn |
| P38 | Cài đặt tự động cắt chỉ | ON/OFF | ON | ON:Có cắt chỉ OFF:Không cắt chỉ |
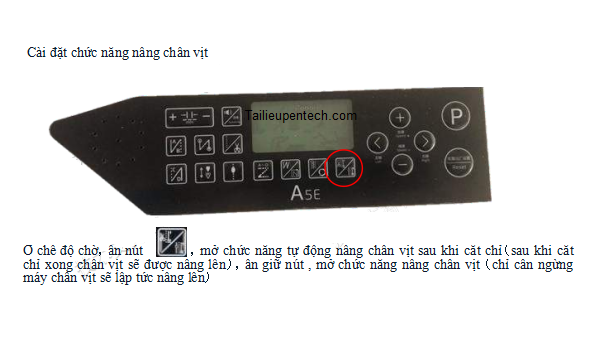
|
P39 |
Cài đặt tự động nâng chân vịt ngừng máy |
DN/UP |
DN |
UP:Khi ngừng máy,tự động nâng chân vịt DN: Khi ngừng máy,không nâng chân vịt(điều khiển
bằng bàn đạp) |
|
P40 |
Cài dặt tự động cắt chỉ nâng chân vịt |
DN/UP |
DN |
UP:Sau khi cắt chỉ, tự động nâng chân vịt
DN:Sau khi cắt chỉ,máy không tự nâng chân vịt( Chịu sự điều khiển của bàn đạp sau) |
| P41 | Hiển thị bộ đếm | 0-9999 | Hiển thị số sản phẩm hoàn tất;ấn giữ nút kẹp chỉ để
xóa bộ đếm; |
|
P42 |
Hiển thị thông tin |
N01-N07 |
N01 |
N01 Phiên bản hộp điện N02 Mã hộp kim N03 Tốc độ quay N04 Bàn đạp ADN05 Góc định vị trên N06 Góc định vị dưới N07 Điện áp dây chính ADN08 Ghi chép mã báo lỗi/ Chế độ kiểm tra cục hút N10 Cảm ứng vị trí motor cắt chỉ AD giá trị N11 Cảm
ứng mức dầu N12 Cảm ứng vị trí gạt gối giá trị AD N13 cảm ứng độ cao chân vịt ADN14 Mã báo lỗi động cơ N15 Phiên bản động cơ N16 Hiển thị bộ đếm số mũi (Mỗi lần may 10 mũi,giá trị biến đổi 1)N17 số mũi vận hành (10000 mũi )*10N18 Giá trị định vị trên nhận được bởi chương trình điều khiển chính N19 Giá trị định vị thấp hơn nhận được bởi chương trình điều khiển chính |
| P43 | Cài đặt hướng quay của
motor |
CCW/CW | CCW | CW:Hướng kim khi quay thuận chiều CCW:
Hướng kim khi quay ngược chiều |
| P44 | Lực phanh máy | 1-45 | 16 | Lựa chọn lực khi ngừng máy |
|
P46 |
Sau khi cắt chỉ,lựa chọn
chức năng nâng kim quay ngược |
ON/OFF |
OFF |
ON:Khởi động OFF:Tắt |
| P47 | Sau khi cắt chỉ,điều chỉnh
góc nâng kim quay ngược |
50-200 | 160 | Sau khi cắt xong,bắt đầu từ vị trí kim trên, điều
chỉnh góc nâng kim trong hoạt động ngược lại. |
| P48 | Tốc độ thấp nhất(Tốc độ
định vị)(rpm) |
100-500 | 210 | Điều chỉnh hạn chế tốc độ thấp nhất |
| P49 | Tốc độ cắt chỉ(rpm) | 100-500 | 250 | Điều chỉnh tốc độ động cơ của chu kỳ cắt chỉ |
|
P50 |
Thời gian để chân vịt
hoạt động hết công suất (ms) |
10-990 |
200 |
|
|
P51 |
Tín hiệu chu kỳ để chân
vịt hết công suất(%) |
1-50 |
30 |
Khi chân vịt hoạt động,đầu ra tiết kiệm năng lượng
định kỳ để tránh cục hút bị nóng |
|
P52 |
Kéo dài khởi động motor
,thời gian chân vịt hạ xuống(ms) |
10-990 |
120 |
Khi đạp bàn đạp sẽ kéo dài thời gian khởi động,để
chắc chắn chân vịt hạ xuống an toàn |
|
P53 |
Bỏ chức năng nâng chân vịt của nữa bàn đạp sau |
0-2 |
1 |
0:Tắt;1:đạp ngược lại và đạp ngược 1 nữa đều có thể nâng chân vịt ;2:Đạp ngược 1 nữa không
nâng chân vịt,đạp ngược có nâng chân vịt ; |
| P54 | Thời gian cắt chỉ(ms) | 10-990 | 200 | Thời gian cho tất cả thao tác cắt chỉ |
| P55 | Thời gian quật chỉ | 10-990 | 10 | Thời gian để quét /quật chỉ |
|
P56 |
Sau khi khởi động nguồn điện tự động tìm vị trí
định vị trên |
0-2 |
1 |
0:Không tìm định vị trên ;1:Luôn tìm định vị
trên;2:Nếu đã ở định vị trên không cần tiếp tục tìm |
| P57 | Thời gian bảo hộ cục hút nhả chỉ (s) | 1-60 | 5 | Buộc phải đóng sau khi giữ thời gian để ngăn cục hút bị nóng trong một thời gian dài |
| P58 | Điều chỉnh định vị trên | 0-359 | 180 | Điều chỉnh định vị trên,khi giá trị giảm, kim sẽ được dừng trước và khi giá trị tăng lên kéo dài dừng kim. |
| P59 | Điều chỉnh định vị dưới | 0-359 | 350 | Điều chỉnh định vị dưới,hi giá trị giảm, kim sẽ được dừng
trước và khi giá trị tăng lên kéo dài dừng kim. |
| P60 | Tốc độ kiểm tra(rpm) | 100-4000 | 3500 | Cài đặt kiểm tra tốc độ |
| P61 | Kiểm tra mục A | ON/OFF | OFF | Kiểm tra mục A,sau khi cài đặt ấn 【P60. TV】 tiếp tục vận
hành theo tốc độ cài đặt |
| P62 | Kiểm tra mục B | ON/OFF | OFF | Kiểm tra mục B,sau khi cài đặt ấn 【 P60. TV 】 tiếp tục vận hành theo tốc độ cài đặt khởi động – may –ngừng máy – cắt chỉ |
| P63 | Kiểm tra mục C | ON/OFF | OFF | Kiểm tra mục C,sau khi cài đặt ấn 【 P60. TV 】 tiếp tục vận hành theo tốc độ cài đặt khởi động – may –ngừng máy – cắt chỉ |
| P64 | Thời gian thực hiện kiểm tra
mục B、C |
1-250 | 30 | Kiểm tra mục B、C,cài đặt thời gian thực hiện |
| P65 | Thời gian ngừng máy kiểm tra
B、C |
1-250 | 10 | Kiểm tra mục B、C,cài đặt thời gian ngừng máy |
| P66 | Kiểm tra công tắc bảo hộ đầu
máy |
0-2 | 1 | 0:Không tiểm tra 1:Kiểm tra tín hiệu không 2:Tín hiệu
kiểm tra bình thường |
| P68 | Hạn chế tốc độ tối đa | 100-5000 | 4000 |
| P69 | Tốc độ may mẫu tự do | 100-3000 | 2000 | P69 |
| P71 | Khoảng cách mũi khi ấn
nút A |
0-50 | 30 | P71 |
| P72 | Điều chỉnh nút ấn định vị
trên |
0-1799 | ||
| P73 | Điều chỉnh nút ấn định vị
dưới |
0-1799 | ||
| P76 | Lực phanh của động cơ lại
mũi |
0-5 | 0 | |
| P78 | Góc bắt đầu kẹp chỉ | 5-359 | 100 | Góc kẹp chỉ ban đầu |
| P79 | Góc kết thúc kẹp chỉ | 5-359 | 270 | Góc kẹp chỉ khi kết thúc |
| P80 | Góc của dao cắt chỉ | 5-359 | 5 | Cài đặt góc dao bắt đầu cắt chỉ(Ước tính vị trí dưới là
0°) |
| P81 | Thời gian nhả chân vịt | 1-800 | 200 |
| P82 | Góc đẩy dao cắt chỉ | 5-359 | 175 | Cài đặt góc lùi dao cắt chỉ(Ước tính góc vị trí dưới là
0°) |
| P83 | Lực ngừng máy sau khi
cắt chỉ |
10-100 | 20 | |
| P86 | Khoảng cách định vị trên
dưới |
15-345 | 170 | |
| P87 | Thời gian kéo dài khi quật
chỉ về |
10-990 | 50 | Đảm bảo sau khi quật chỉ máy sẽ quay lại vị trí ban đầu |
| P88 | Khoảng cách ngừng máy
giữa chừng |
10-100 | 30 | |
| P89 | Cài đặt quá áp AC | 500-1023 | 880 | |
| P90 | Tốc độ hạn chế của mũi
đầu thứ 1 |
0-1500 | 0 | Giá trị tham số là 0 thì máy vộ hiệu |
| P91 | Tốc độ hạn chế mũi đầu
thứ 2 |
0-2000 | 0 | Khi giá trị tham số là 0 thì không có hiệu quả |
|
P92 |
Góc ban đầu của mắt dò |
0-479 |
240 |
Nhấn nút kẹp chỉ để đọc góc bắt đầu của mắt dò, đã
được cài đặt tại nhà máy, vui lòng không thay đổi tùy ý (giá trị thông số không thể thay đổi bằng tay, thay đổi tùy ý sẽ gây bất thường hoặc hư hỏng hộp điều khiển và động cơ) |
| P93 | Kéo dài thời gian khi đạp ngược một nữa bàn đạp(
ms) |
10-900 |
100 |
|
| P99 | Độ dài mũi chỉ khi chiết
chỉ trước |
0-5.0 | 0.5 | |
| P100 | Hướng may khi chiết chỉ
trước |
0-1 | 0 | |
| P101 | Góc bắt đầu nhả chỉ | 1-359 | 30 | Góc bắt đầu nhả chỉ(Định vị dưới là 0°) |
| P102 | Góc kết thúc nhả chỉ | 1-359 | 180 | Góc kết thúc nhả chỉ(Định vị dưới là 0°,cần giá trị
tham số mục P101) |
| P103 | Góc nhả chỉ | 1—5 | 3 | |
| P105 | Lựa chọn chế độ may mẫu
tự do |
0-8 | N0 | 0:Tắt;1~8:Chế độ may mẫu tự do |
| P107 | Tốc độ khi chiết chỉ trước | 100-2500 | 1800 | |
| P108 | Số mũi khi chiết chỉ trước | 0-12 | 2 | Khi giá trị tham số là 0,tắt chức năng giấu chỉ cuối |
| P109 | Thời gian kéo dài khi quật
chỉ trước |
5-990 | 5 | Khoảng thời gian trước khi thực hiện thao tác quay số
dòng sau khi tìm vị trí trên |
| P110 | Thời gian quá trình cắt chỉ
(ms) |
60-990 | 65 | Đảm bảo sau khi cắt chỉ có cấu quay lại vị trí ban đầu |
| P111 | Tắt chế độ chống rối chỉ | 0-1 | 0 | |
| P112 | Thời gian kéo dài trước
khi móc chỉ chống rối chỉ |
0-990 | 100 | |
| P113 | Thời gian thao tác móc chỉ
chống rối đầu chỉ |
0-990 | 30 | |
| P114 | Thời gian quay lại của
móc chỉ chống rối chỉ |
0-990 | 30 | |
| P115 | Tỉ lệ móc chỉ chống rối | 0-100 | 80 | 0:Tắt chức năng chống rối |
| P116 | Thời gian hút khí chống
rối chỉ |
0-5000 | 1000 | |
| P117 | Tỉ lệ của đường may
chống rối chỉ |
0-100 | 80 |
| P119 | Tắt mở chức năng bảo hộ dòng
điện qua cục hút |
0-1 | 0 | 0:Tắt 1:Mở |
| P120 | Tắt mở cảnh báo vị trí dầu | 0-1 | 1 | 1:Tắt 0:Mở |
| P121 | Hạn chế số mũi đầu ( 10000
mũi)*10 |
0-9999 | 500 | |
| P123 | Hạn chế khoảng cách mũi tối đa | 0-50 | 50 | |
|
P124 |
Khôi phục cài đặt gốc( nhập
vào phiên bản màn hình sau đó ấn xác nhận ) |
0-9999 |
P124 |
|
| P126 | Tốc độ hạn chế ở mũi thứ 3 | 0-4000 | 0 | Khi giá trị tham số là 0 thì vô hiệu |
| P126 | Giá trị tối đa của bộ đếm số mũi | 0-9999 | 2000 | P127 khi khởi động,khi máy vận hành máy bộ đếm sẽ hoạt
động đến khi đạt tối đa sẽ cảnh báo |
| P127 | Tắt chức năng gạt gối | 0-1 | 1 | 0:Tắt 1:Mở |
| P129 | Điều chỉnh điểm 0 của motor lại
mũi |
-500~500 | 0 | |
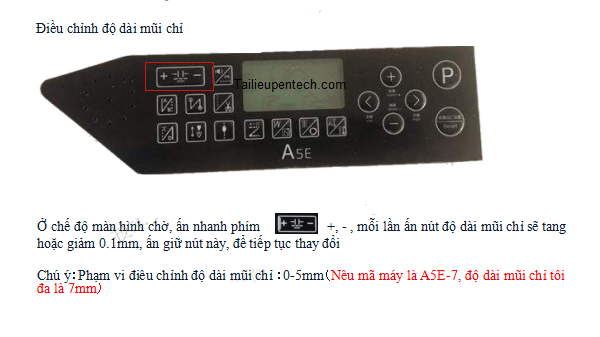
| P131 | Khoảng cách mũi tối đa | 0-50 | 35 | Khoảng cách mũi kim khi ở chế độ may thông thường |
| P132 | Khoảng cách mũi khi giấu mũi
bằng tay |
0-50 | 20 | |
| P133 | Khoảng cách mũi khi may trùng | 0-50 | 40 | |
| P138 | Tỉ lệ nhả chân vịt (%) | 0-100 | 20 | |
| P139 | Thời gian kéo dài nhả chân vịt(
ms) |
0-200 | 10 | |
| P143 | Lựa chọn giấu mũi thủ công: | 0-3 | 2 | Lựa chọn chế độ giấu mũi:0:Tắt1:Khởi động giấu mũi đầu
2:Mở giấu mũi cuối 3:Giấu mũi đầu và cuối |
| P144 | Bù khoảng cách mũi thông
thường tốc độ cao |
Từ 50 đến 50 | 8 | Giá tị càng lớn ,khoảng cách mũi tốc độ cao càng nhỏ |
| P145 | Bù khoảng cách mũi khi lại mũi
tốc độ cao |
Từ 50 đến 50 | 8 | Giá tị càng lớn ,khoảng cách mũi tốc độ cao càng nhỏ |
| P153 | độ dài mũi chỉ khi chiết chỉ sau | 0-5.0 | 0.5 | |
| P154 | Tốc độ chiết chỉ sau | 100-2500 | 1800 | |
| P159 | Hướng may khi chiết chỉ sau | 0-1 | 0 | 0:Hướng may thông thường 1:Hướng lại mũi |
| P160 | Số mũi chiết chỉ sau | 0-12 | 2 | Khi giá trị là O,tắt chức năng giấu mũi cuối |
|
P165 |
Lựa chọn chế độ bộ đếm số mũi |
0-4 |
0 |
0:Không đếm ;1. Bộ đếm tăng tuần hoàn ;2. Bộ đếm giảm tuần hoàn ;3.Bộ đếm tăng ,bộ đếm đầy sau đó cảnh báo,
cần xóa bộ đếm sau đó khởi động lại bộ đếm mới ;4. Bộ đếm giảm dần ,bộ đếm đầy sau đó cảnh báo,cần xóa bộ đếm sau đó khởi động lại bộ đếm mới |
| P166 | Giá trị tối đa của bộ đếm số mũi
(mũi)*10 |
0-9999 | 500 | |
|
P167 |
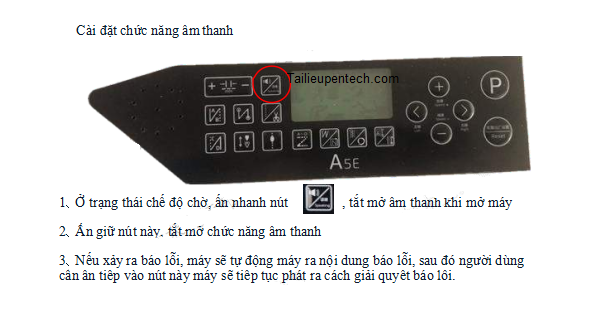
Nút âm thanh và hướng dẫn âm
thanh |
0-3 |
2 |
0:Không nhấn nút âm thanh 、không có âm thanh hướng dẫn
;1:ấn nút âm thanh và có âm thanh hướng dẫn ;2:chỉ cấn nút âm thanh;3:chỉ có âm thanh hướng dẫn ; |
| P168 | Cài đặt ngôn ngữ | 0-2 | 1 | 0 tắt ,1 tiếng trung ,2 tiếng anh |
| P169 | Cài đặt âm thanh mở máy | 0-1 | 1 | 0 tắt,1 khởi động |
|
P197 |
Bù khoảng cách mũi thông thường |
Từ 50 đến 50 |
0 |
Điều chỉnh trục chính tốc độ thấp ,giá trị càng cao khoảng cách mũi chỉ càng lớn ,được sử dụng khi chiều dài đường
may không nhất quán do lỗi cơ học |
|
P198 |
Bù khoàng cách mũi khi lại mũi |
Từ 50 đến 50 |
0 |
Trục xoay được gỡ lỗi ở tốc độ thấp. Giá trị càng lớn, chiều dài
đường may càng lớn, được sử dụng khi chiều dài đường may không nhất quán do lỗi cơ học. |
| P201 | Công tắc nâng chân vịt bắt đầu
may |
0-1 | 0 | 0:Tắt1:Mở |
| P202 | Góc bắt đầu nâng chân vịt bắt
đầu may |
0-359 | 1 | |
| P203 | Góc kết thúc nâng chân vịt bắt
đầu may |
0-359 | 80 | |
| P204 | Lực nâng chân vịt bắt đầu may | 0-100 | 60 | |
| P205 | Tốc độ hạn chế bắt đầu may mũi
đầu tiên |
0-1000 | 0 | Vô hiệu khi giá trị tham số là 0 |
| P206 | Tốc độ hạn chế bắt đầu may mũi
thứ hai |
0-2000 | 0 | Vô hiệu khi giá trị tham số là 0 |
| P207 | Tốc độ hạn chế bắt đầu may mũi
thứ ba |
0-2500 | 0 | Vô hiệu khi giá trị tham số là 0 |
| P208 | Màn hình khóa khoảng cách mũi | 0-1 | 0 | 0:Tắt 1:Sau khi khởi động,giao diện chính khoảng cách
mũi kim +、- ấn nút thất bại |
Bảng mã lỗi máy 1 kim jack A5E và cách khắc phục lỗi
| Mã báo
lỗi |
Mô tả vấn đề | Giải quyết vấn đề |
| Err-01 | Điện áp cao | 1、Tắt máy khởi động lại 2、Kiểm tra điện áp 3、Thay hộp điện |
| Err-02 | Điện áp thấp | 1、Tắt máy khởi động lại 2、Kiểm tra điện áp 3、Thay hộp điện |
| Err-03 | Tín hiệu CPU bất thường | 1、Khôi phục cài đặt 2、Kiểm tra giắc cắm 3、Thay màn hình 4、
Thay hộp điện |
| Err-05 | Cóc đạp bất thường | 1、Kiểm tra giắc cắm cóc đạp 2、Thay hộp điện |
|
Err-07 |
Động cơ bị bó |
1、Quay tay quay xem có bị kẹt phần cơ không
2、Khôi phục cài đặt 3、Kiểm tra động cơ và giắc cắm mắt dò 4、Thay động cơ 5、thay mắt dò 6、thay động cơ |
| Err-09、
Err-11 |
Tín hiệu định vị bất thường | 1、Khôi phục cài đặt gốc 2、Kiểm tra giắc cắm mắt dò |
| E10 |
Bảo hộ cục hút qúa dòng |
1、Khôi phục cài đặt 2、Kiểm tra cục hút(van điện từ)có hư hỏng gì
không |
|
Err-14 |
Tín hiệu mắt dò |
1、Khôi phục cài đặt gốc 2、Kiểm tra mắt dò và hộp điện có lỏng hay
không 3、Thay mắt dò |
|
Err-15 |
Mô đun điện qua dòng không bình thường |
1、Khôi phụ cài đặt gốc 2、thay hộp điện更换电控 |
| Err-17 | Cánh báo công tắc an toàn | 1、Kiểm tra đầu máy có bị lật hay không 2、Kiểm tra công tắc bảo vệ
đầu máy |
| Err-20 | Khởi động động cơ thất bại | Ngắt điện,xác nhận xem dây động cơ và dây nguồn có được kết nối với
hộp điều khiển điện không |
| Err-25 | Cảnh báo đứt chỉ(Dự trữ) | Tắt nguồn, kiểm tra xem chỉ may của máy may có bị ngắt kết nối hay
không, xâu lại chỉ của máy may và khởi động lại hệ thống. |
| Err-26 | Cảnh báo chỉ dưới hết(Dữ trữ) | Kiểm tra chỉ dưới |
| Err-29 | Kiểm tra sợi chỉ | Làm sạch sợi chỉ khởi động lại |
| Err-30 | Ngừng máy khi mật mã bị khóa | Khi đạt đến thời gian cài đặt cho máy, nếu bạn muốn tiếp tục sử dụng nó, vui lòng liên
hệ với nhà cung cấp dịch vụ tại thời điểm đó. |
| Err-40 | Màn hình bất thường | Ngắt điện, thay màn hình |
|
Err-80 |
Tín hiệu CPU chủ và CPU servo bất thường | |
|
Err-82 |
Động cơ lại mũi quá dòng |
|
|
Err-84 |
Mắt dò động cơ lại mũi bất thường |
|
|
Err-85 |
Tín hiệu AB của mắt dò động cơ lại mũi bất thường | 1、Kiểm tra giắc cắm mắt dò xem có bị lỏng hay không 2、Thay mắt dò |
|
Err-86 |
Khởi động động cơ lại mũi thất bại |
1、Kiểm tra giắc cắm động cơ xem có lỏng, rời hay không 2、Thay động cơ |
|
Err-87 |
Động cơ lại mũi bị bó |
Kiểm tra xem động cơ lại mũi có phải bị khóa hay không |
| A5E-H-M | 1、Điều chỉnh độ dài mũi chỉnh bằng motor bước, lại mũi êm, có thể may đường may trang trí;2、Bệ dầu kín;3、Dao đơn cắt đầu chỉ ngắn,chiết chỉ trước sau;4、Tống đồng tiền điện tử;5、 tự động đánh suốt chỉ;6、Có âm thanh báo lỗi và hướng dẫn sử dụng;7、Dành cho vải dày và
dày vừa。 |
| 1、Điều chỉnh độ dài mũi chỉnh bằng motor bước, lại mũi êm, có thể may đường may trang trí;2、Bệ dầu kín;3、Dao đơn cắt đầu chỉ ngắn,chiết chỉ trước sau;4、Tống đồng tiền điện tử;5、
tự động đánh suốt chỉ;6、Có âm thanh báo lỗi và hướng dẫn sử dụng;7、Vải dày。 |
|
|
A5E-7 |
1、Điều chỉnh độ dài mũi chỉnh bằng motor bước, lại mũi êm, có thể may đường may trang trí;2、Bệ dầu kín;3、Dao đơn cắt đầu chỉ ngắn,chiết chỉ trước sau;4、Tống đồng tiền điện tử;5、 tự động đánh suốt chỉ;6、Có âm thanh báo lỗi và hướng dẫn sử dụng;7、Độ dài mũi chỉ
khoảng 7mm。 |
Các anh chị và các bạn cần xem thêm tài liệu cách chỉnh máy và tài liệu trên kênh youtube


GIPHY App Key not set. Please check settings