
Tài liệu chỉnh hộp máy IMS SV 82
Tài liệu chỉnh hộp máy IMS SV 82 về cách chỉnh sữa hộp điện tử máy may hộp ims với các chương trình điện tử mới nhất Đối với hoạt động an toàn
重 要 安 全 事 項

1.Prior việc sử dụng các sản phẩm này, vui lòng đọc Hướng dẫn sử dụng hướng dẫn. Giữ tay Chỉ thị này và người dùng có thể đọc nó bất cứ lúc nào
khi cần thiết.
使用 本 產品 前, 請先 閱讀 本 說明書; 同時 應 將此 說明書 妥善 保管 以便 能 隨時 查閱 .
2.Before bật sức mạnh, hãy chắc chắn để kiểm tra điện áp điện và giai đoạn đồng ý với tên nơi mà ghi trong hộp điều
khiển.
電源 開啟 前, 請先 確認 電源 的 電壓 與 相 數, 是否 與 控制 箱 銘牌 相符.
3. Đất máy luôn luôn là cần thiết cho hoạt động an toàn và bình thường.
為了 正常 安全 運轉, 須 安裝 地線.
4. Kiểm tra dầu bôi trơn trước khi phẫu thuật.
操作 前, 請先 確認 縫紉機 潤滑油 充足.
5. Kiểm tra xem hướng quay của động cơ là chính xác trước khi phẫu thuật.
操作 前, 請先 確認 馬達 轉動 方向 正確.
6. Vì vậy, để ngăn chặn tai nạn cá nhân trong quá trình hoạt động, hãy cẩn thận không để cho phép đầu và tay của bạn đến gần với bộ phận chuyển động. Cũng không
bao giờ cố gắng để ngăn chặn nó với các lực lượng bên ngoài.
使用 中, 切勿 將 頭, 手 靠近 皮帶輪, 皮帶, 旋 梭, 天 平等 移動 部份; 同時 也不 可以 用 外力, 強制 停止 移動 部份.
7. Đối với các điều kiện sau, tắt điện hoặc ngắt kết nối phích điện ra khỏi ổ cắm.
發生 下列 情況 時, 應 立即 關閉 電源 開關 或者 拔下 電源 插頭:
7.1 Đối với luồng kim hoặc thay thế cuộn.
穿線 和 更換 旋 梭 時.
7.2 Để cắm hoặc rút phích cắm bất kỳ kết nối từ hộp điều khiển.
插拔 控制 箱 上 任何 連接 線 與 接頭.
7.3 Đối với bảo trì và sửa chữa.
保養 與 修理 時.
7.4 Khi máy không phải là ở sử dụng, kiểm tra hoặc điều chỉnh.
翻 抬 針 車頭, 取下 皮帶 時. 檢查 或 調整 車頭 時 或 機器 不用 時
7,5 Khi sét và sấm sét xảy ra.
打雷 閃電 時.
8. Sửa chữa, tu sửa nhà và các công trình điều chỉnh chỉ phải được thực hiện bởi kỹ thuật viên được đào tạo một cách thích hợp hoặc nhân viên đặc biệt
có tay nghề.
本 產品 的 修理, 改造, 調整; 應由 受過 專門 訓練 的 技術 人員 來 進行.
2 TÔI. Thiết lập Tài liệu chỉnh hộp máy IMS SV 82
安裝
1. Đối với hộp điều khiển thiết lập Tài liệu chỉnh hộp máy IMS SV 82
控制 箱 的 安裝:
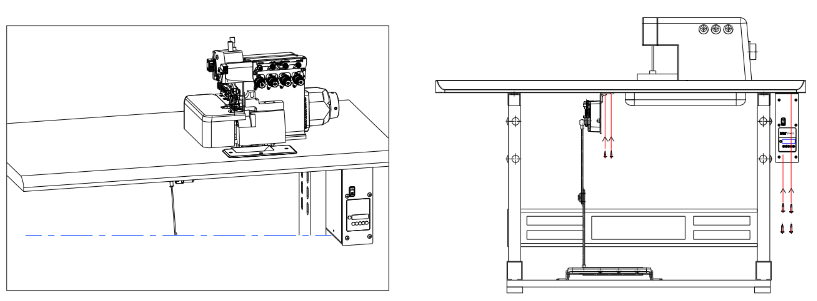
Kích thước của hộp điều khiển như trong Hình 1
控制 箱 的 外型 尺寸 如圖 (一) 所示:

2. Làm thế nào để kết nối dây
連接 線 的 接 法:
控制 箱 前 蓋 打開, 電路 板上 備有 下列 接頭 如圖 (二);. 表 (一) 為 接頭 說明; 控制 箱 外部 接頭 如圖 (三), 再 根據 縫 紉 機 的 裝置, 把 連接 線 接到
適當 位置.
Mở nắp trước, bạn sẽ thấy các bảng mạch sau như hình. 2. Table1 là lời giải thích cho các đầu nối. Connectors cho hộp
điều khiển đầu ra bên ngoài vui lòng tham khảo hình 3, sau đó theo máy, kết nối nó với các đầu nối tương ứng.
Tài liệu chỉnh hộp máy IMS SV 82

Tài liệu chỉnh hộp máy IMS SV 82
| 接頭
Kết nối |
接頭 說明
Mô tả kết nối |
| CN2 | 水泥 電阻 接頭
Đứng đầu nối đạp hoạt động |
| CN3 | 前 蓋 C02 接頭.
nối C02 bìa |
| CN4 | 立式 踏板 接頭
Đứng đầu nối đạp hoạt động |
| CN5 | 馬達 編碼 器 接頭
nối encoder động cơ |
| CN6 | 程式 燒錄 接頭
Bảng điều chỉnh kết nối bên ngoài |
| CN9 | 車頭 功能 線圈 接頭
kết nối máy chức năng |
| CN11 | 輸入 信號 接頭
Cổng kết nối đầu vào |
| CN12 | + 12V 電源 輸出 接頭
+ kết nối đầu ra 12V điện |
| CN13 | 速度 基座 接頭
kết nối đơn vị tốc độ |
| CN14 | 安全 開關 接頭
kết nối công tắc an toàn |
| CN15 | 布 端 檢出 器 接頭
kết nối cảm biến cạnh |
Kích thước của hộp điều khiển như trong Hình 1
控制 箱 的 外型 尺寸 如圖 (一) 所示:
Hình 1 ( 圖 一)
3
2. Làm thế nào để kết nối dây
連接 線 的 接 法:
控制 箱 前 蓋 打開, 電路 板上 備有 下列 接頭 如圖 (二);. 表 (一) 為 接頭 說明; 控制 箱 外部 接頭 如圖 (三), 再 根據 縫 紉 機 的 裝置, 把 連接 線 接到
適當 位置.
Mở nắp trước, bạn sẽ thấy các bảng mạch sau như hình. 2. Table1 là lời giải thích cho các đầu nối. Connectors cho hộp
điều khiển đầu ra bên ngoài vui lòng tham khảo hình 3, sau đó theo máy, kết nối nó với các đầu nối tương ứng.
| 接頭
Kết nối |
接頭 說明
Mô tả kết nối |
| CN2 | 水泥 電阻 接頭
Đứng đầu nối đạp hoạt động |
| CN3 | 前 蓋 C02 接頭.
nối C02 bìa |
| CN4 | 立式 踏板 接頭
Đứng đầu nối đạp hoạt động |
| CN5 | 馬達 編碼 器 接頭
nối encoder động cơ |
| CN6 | 程式 燒錄 接頭
Bảng điều chỉnh kết nối bên ngoài |
| CN9 | 車頭 功能 線圈 接頭
kết nối máy chức năng |
| CN11 | 輸入 信號 接頭
Cổng kết nối đầu vào |
| CN12 | + 12V 電源 輸出 接頭
+ kết nối đầu ra 12V điện |
| CN13 | 速度 基座 接頭
kết nối đơn vị tốc độ |
| CN14 | 安全 開關 接頭
kết nối công tắc an toàn |
| CN15 | 布 端 檢出 器 接頭
kết nối cảm biến cạnh |

Xem hình. 3 Xem hình. 4
如圖 (三) 所示: 如圖 (四) 所示:
nối dây đầu vào 1.Power. 1 Power connector dây đầu vào.
1. 電源 輸入 線 接頭. 1. 電源 輸入 線 接頭.
2. động cơ kết nối đường dây điện. 2. động cơ kết nối đường dây điện.
2. 馬達 動力 線 接頭. 2. 馬達 動力 線 接頭.
đầu nối 3. Bộ mã hóa đầu nối 3. Bộ mã hóa
3. 馬達 編碼 器 接頭 3. 馬達 編碼 器 接頭
kết nối đầu ra 4.DC 12V 60mA kết nối đầu ra 4. DC 12V 60mA
4. 直流 12V 60mA 4. 直流 12V 60mA 輸出 接頭
Bảng điều chỉnh nối 5.External nối 5. ngoài Bảng điều chỉnh
5. 程式 燒錄 接頭 5. 程式 燒錄 接頭
kết nối cảm biến 6. Pedal kết nối cảm biến 6. Pedal
6. 速度 基座 接頭 6. 速度 基座 接頭
7. Khâu chức năng máy connector1 7. Khâu chức năng máy connector1
7. 車頭 功能 線圈 接頭 1 7. 車頭 功能 線圈 接頭 1
8. nối công tắc an toàn 8. Khâu chức năng máy connector2
số 8. 安全 開關 接頭 số 8. 車頭 功能 線圈 接頭 2
9. Khâu chức năng máy connector2 9.Standing nối đạp hoạt động
9. 車頭 功能 線圈 接頭 2 9. 立式 踏板 接頭
10.Sewing chức năng máy connector3 10.Sewing chức năng máy connector3
10. 車頭 功能 線圈 接頭 3 10. 車頭 功能 線圈 接頭 3
11. Khâu chức năng máy connector4
11. 車頭 功能 線圈 接頭 4
12. Khâu chức năng máy connector5
12. 車頭 功能 線圈 接頭 5
II cách điều hành
操作 方法:
1. Đối với các hoạt động thường xuyên 🙁 Ngắt dòng điện bật mà không cần nhấn bất kỳ nút)
一般 操作 🙁 不 按 任何 鍵 下 開機 )

上 / 下 停 設定 鍵
Lên / xuống chìa khóa
循環 顯示 鍵
chính chu kỳ
按鍵 ITEM, SET, UP, DOWN 為 參數 設定 與 功能 對應 鍵
Nhấn ITEM, SET, UP, DOWN để thiết lập các thông
số
7
điều chỉnh đơn vị 2 Tốc độ
速度 基座 調整
Sau khi thay thế các đơn vị tốc độ, điều chỉnh điện áp tiêu chuẩn đơn vị tốc độ theo các thủ tục dưới đây.
更換 速度 基座 之後, 速度 基座 的 中立 位 準 必須 依 下列 步驟 重新 調整.
• Đặt cảm biến bàn đạp cánh tay đòn bẩy bên trong tới vị trí trung lập.
Nới lỏng vít lục giác (A) từ các đơn vị tốc độ. Điều chỉnh cánh tay cảm ứng (B) để LD2 rằng từ main board bật.
• 速度 基座 拉 臂 置於 中立 點. 將 速度 基座 上 螺絲 ( 速度 基座 拉 臂 置於 中立 點. 將 速度 基座 上 螺絲 ( 速度 基座 拉 臂 置於 中立 點. 將 速度 基座 上 螺絲 ( 速度 基座 拉 臂 置於 中立 點. 將 速度 基座 上 螺絲 ( 速度 基座 拉 臂 置於 中立 點. 將 速度 基座 上 螺絲 ( 速度 基座 拉 臂 置於 中立 點. 將 速度 基座 上 螺絲 ( 速度 基座 拉 臂 置於 中立 點. 將 速度 基座 上 螺絲 ( 速度 基座 拉 臂 置於 中立 點. 將 速度 基座 上 螺絲 ( A) 轉 鬆 ; 調整 搖臂 位置 ( ; 調整 搖臂 位置 ( ; 調整 搖臂 位置 ( ; 調整 搖臂 位置 ( ; 調整 搖臂 位置 ( ; 調整 搖臂 位置 ( ; 調整 搖臂 位置 ( ; 調整 搖臂 位置 ( B) 使 主機板 上 使 主機板 上 使 主機板 上 使 主機板 上 使 主機板 上 使 主機板 上 使 主機板 上 使 主機板 上 LD2 點亮.
• Thắt chặt các vít hình lục giác (A).
• 將 螺絲 ( A) 轉 緊.
• Nếu LD2 vẫn tiếp tục, do đó điều chỉnh được hoàn thành, nếu không lặp lại các bước 1 ~ 2.
• LD2 保持 點亮, 則 調整 完成; 否則 請 重覆 步驟. 1 ~ 2.

III chỉ số thông báo lỗi
錯誤 訊息 顯示 :
Khi điều kiện bất thường xảy ra, thông báo lỗi sẽ hiển thị như bên dưới hình.
當 發生 不 正常 狀況 時, 顯示 畫面 會將 檢測 出 的 錯誤 訊息 顯示 出來. 如圖 所示:

Lỗi hiển thị thông điệp:
錯誤 訊息 顯示:
| Mã lỗi | Mô tả lỗi được phát hiện | Hạng mục cần kiểm tra |
| Er-1 | thất bại Synchronizer | -nối Synchronizer là lỏng hoặc dòng là bị hỏng. |
| Er-2 | Động cơ không quay | –Máy sở chính hoặc động cơ bị khóa.
– đường dây điện động cơ hay dòng encoder. là bị hỏng, hoặc kết nối là lỏng lẻo. – IPM là thất bại |
| Er-3 | Mất điện | -Điện áp quá cao hoặc quá thấp.
-Fuse (F2) được đốt ra. |
| Er-4 | thất bại tắc an toàn (dây chuyền máy khâu) | – Thất bại trong mối liên hệ công tắc an toàn.
-thất bại tắc an toàn -thiết lập sai cho tham số số 35. |
| Er-5 | Tốc độ suy đơn vị đầu ra | –đơn vị tốc độ kết nối là lỏng lẻo
– đơn vị tốc độ bị phá vỡ -Kết nối lắp đặt que là không chính xác |
| Er-6 | lỗi CPU | -nhiễu âm
(Ex. Máy tần số cao, máy hàn) -eeprom hư hỏng |
| Er-7 | Vật liệu chức năng cảm biến cạnh được thất bại. | -Thông số 42 thiết lập sai
– cảm biến cạnh nguyên liệu không được điều chỉnh đúng cách -Kết nối cho cảm biến cạnh vật liệu lỏng – Vật liệu không giải quyết thỏa đáng thông qua máy |
| Er-8 | Thiết lập tốc độ trên chiếc xe máy tốc độ tối đa. | -Tham số giá trị thiết lập số 1 là quá lớn
– đường kính động cơ ròng rọc là quá nhỏ –Động cơ ròng rọc lỗi thiết lập tỷ lệ |
| Er-9 | IPM là thất bại. | -IPM quá nóng
– hiện tượng đoản mạch hoặc điện áp thấp của IPM |
| Er-10 | Solenoid ra là tình trạng quá tải | – kháng Solenoid là quá thấp
– Transistor là thất bại |
| số 8 | ||
| Er-11 | Synchronizer xuống suy tín hiệu | -nối Synchronizer là nới lỏng hoặc dòng là bị hỏng.
-Thiết lỗi cho tham số No51 & 52 |
| Er-12 an toàn | công tắc điện thất bại (overlock
máy móc) |
– Thất bại trong mối liên hệ công tắc an toàn.
-thất bại tắc an toàn -thiết lập sai cho tham số số 35. |
| Er-13 | Mã hóa tín hiệu A hoặc B là thất bại | -Chuỗi các kết nối mã hóa là sai. |
請 依 下 表 進行 確認:
| 錯誤 顯示 | 錯誤 內容 | 確認 項目 |
| Er-1 | 同步 器 信號 異常 | 同步 器 接頭 鬆脫, 斷線; 皮帶 沒
有 傳動 針 車頭. |
| Er-2 | 馬達 不 動 | 針 車頭 鎖死 馬達
鎖死 馬達 接頭 鬆脫 (動力 線 與 編碼 器 線) IPM 輸出 異常 |
| Er-3 | 電源 異常 | 外部 電壓 太高, 太低 保險絲
( F 2) 燒斷. |
| Er-4 | 安全 開關 異常 (鏈 縫 車) | 安全 開關 接點 異常, 安全 開關
連接 線 鬆脫 參數 NO.35 設定 錯誤 |
| Er-5 | 開機 時 速度 基座 準 位 異常 速度 基座 接頭 鬆脫 | 連接 桿 安裝 不適當, 速度 基
座 故障 |
| Er-6 | 當 機 | 雜訊 源 干擾. (高週波 , 電焊機)
EEPROM 故障 |
| Er-7 | 布 端 檢出 功能 異常 | 參數 No.42 設定 錯誤 布 端 檢出 器 調整
不良 布 端 檢出 器 連接 線 鬆脫, 斷線 待 車 物料 擺放 位置 不適當 |
| Er-8 | 最高 轉速 設定 超過 馬達 的 最 快速 度 | 參數 NO.1 設定 值 太大 馬達 皮帶
輪 尺寸 太小 馬達 皮帶輪 比 設定 錯誤 |
| Er-9 | 功率 晶體 模組 故障 | 功率 晶體 模組 過熱 功率 晶體 模組 輸出 短
路 供應 功率 晶體 模組 的 電壓 太低 |
| Er-10 | 週邊 輸出 過 載 | 線圈 阻抗 太低 控制 週邊 輸出 的 電 晶體
故障 |
| Er-11 | 同步 器 下 停 信號 異常 | 同步 器 接頭 鬆脫, 斷線; 皮帶 沒有 傳
動 針 車頭. 參數 No51 & 52 設定 錯誤 |
| Er-12 | 安全 開關 異常 (拷 克 車) | 安全 開關 接點 異常, 安全 開關
連接 線 鬆脫 參數 NO.35 設定 錯誤 |
| ER-13 | 馬達 編碼 器 AB 相信 號 異 常 | 檢查 編碼 器 AB 相 線 序 |
iv thiết cách
thiết lập 1.Parameter: 設定 方式
參數 設定 方式:




2.Motor đo lường tỷ lệ ròng rọc:
馬達 皮帶輪 比量 測:




3.Select loại máy:
選擇 針 車頭 選項:



cảm biến 4.Pedal điểm trung lập chế độ cài đặt
速度 基座 中立 點 設定 模式:



| Không
項目 |
Mục
內容 |
Phạm vi
範圍 |
Các chú thích
備註 |
| 1 | tốc độ tối đa máy may
針 車 最高 速度 |
200spm ~ 8000spm | 50 rpm / bước |
| 2 | May tốc độ máy trung bình
針 車 中 速 |
200spm ~ 8000spm | 50spm / bước |
| 3 | May Tốc độ định vị máy
針 車 定位 速度 |
100spm ~ 250spm | 1spm / bước |
| 4 | May tốc độ máy tỉa
針 車 切線 速度 |
100spm ~ 250spm | 1spm / bước |
| 5 | không thiết lập 未 使用 | ||
| 6 | tốc độ khởi động mềm
慢速 啟動 速度 |
250spm ~ 2000 spm | 10spm / bước |
| 7 | khâu khởi động mềm
慢速 啟動 針 數 |
0 ~ 19 mũi khâu | |
| số 8 | tốc độ may Condensed / End tự động trở lại tốc độ tack
密 縫 速度 / 結束 自動 倒 縫 速度 |
500 ~ 2500spm | 10spm / bước |
| 9 | End ngưng tụ số mũi khâu
結束 密 縫針 數 |
0 ~ 99 mũi khâu | |
| 10 | số mũi khâu rằng giữa khâu đặc và cắt tỉa
密 縫 結束 後 切線 執行 前 車 縫針 數 |
0 ~ 1 9 mũi khâu | |
| 11 | không thiết lập 未 使用 | ||
| 12 | chế độ điều khiển nâng chân
壓 腳 控制 模式 |
PFL: Pedal điều khiển nâng chân.
踏板 控制 壓 腳 TAFL: auto chân thang máy sau khi cắt tỉa 切 完 線 後 自動 抬 壓 腳 AFL: Auto chân nâng sau khi định vị 馬達 定位 停 自動 壓 腳 TFL: Pedal điều khiển nâng chân sau khi cắt tỉa 切 完 線 後才 可以 踏板 控制 抬 壓 腳 SFL: Auto chân lên cao (Vật liệu cảm biến cạnh như kiểm soát đầu ra) 自動 壓 腳 (布 端 檢出 器 控制 輸出) AFL2: Auto chân nâng sau khi cắt tỉa. (Đó là hiệu quả ngay cả đạp xe về phía trước) 切 完 線 後 自動 抬 壓 腳 (踏板 保持 前 踩 狀態 時 仍 有效) |
|
| 13 | Trì hoãn thời gian sau khi chân nâng lên là xuống 壓 腳 放下 後 延遲 時間 | 100 ~ 2500 Cô | 10 ms / bước |
| 14 | Xác nhận thời gian cho nâng mức diễn xuất chân 壓 腳 動作 準 位 確認 時間 | 10 ~ 1000 ms | 10 ms / bước |
| 15 ~ 16 | không thiết lập 未 使用 | ||
| 17 | chế độ cắt tỉa Chủ đề
切線 模式 |
OFF: Không có chủ đề cắt tỉa
無 切線 KHÓA: lockstitch tỉa chủ đề 平 車 切線 UT: kim lên cắt tỉa 上 停 切線 (上 切刀 ) |
| 17 | chế độ cắt tỉa Chủ đề
切線 模式 |
AIR: Needle lên cắt tỉa (trang bị quạt thổi)
上 停 切線 (吹氣 式 ) UT2: Needle xuống cắt tỉa (cắt tỉa & Lau nhau) 上 停 切線 (切線 與 撥 線 一起 動作) |
10 ms / bước |
| 18 | Người Gởi cắt tỉa thời gian trì hoãn
切線 延遲 時間 |
0 ~ 200 ms | |
| 19 | Người Gởi cắt tỉa thời gian hoạt động
切線 動作 時間 |
0 ~ 1000 ms | 10 ms / bước |
| 20 | Chủ đề lau thời gian trì hoãn
撥 線 延遲 時間 |
0 ~ 300 ms | 10 ms / bước |
| 21 | Chủ đề lau thời gian hoạt động
撥 線 動作 時間 |
0 ~ 2500 ms | 10 ms / bước |
| 22 | Foot thời gian nâng trì hoãn
壓 腳 延遲 時間 |
0 ~ 2500 ms | 10 ms / bước |
| 23 | kiểm soát đầu ra lau Chủ đề
撥 線 輸出 控制 |
0: Không có chủ đề đầu ra lau
不 輸出 撥 線 1: Đầu ra chủ đề lau 輸出 撥 線 2: Output chủ đề lau khi chân nâng hoạt động 輸出 撥 線, 切 完 線 後 與 壓 腳 同 動 |
|
| 24 | Động cơ xoay chiều
馬達 轉向 |
CCW: Ngược 逆時針
CW: chiều kim đồng hồ 順時針 |
|
| 25 | chế độ vị trí kim
定位 器 型式 |
OFF: tín hiệu động cơ Z 馬達 Z 信號 ON: Đối với đồng bộ bên ngoài 外掛 式 同步 器 | |
| 26 ~ 27 | không thiết lập 未 使用 | ||
| 28 | Các đường cong dốc đột quỵ đạp vs tốc độ quay động cơ
踏板 行程 對應 馬達 速度 曲線 |
0 ~ 4
giá trị lớn hơn có nghĩa là độ dốc nhỏ hơn 數值 越大 曲線 斜率 越小 |
|
| 29 | độ dốc tăng tốc
加速 曲線 |
1 ~ số 8
giá trị lớn hơn có nghĩa là chậm tăng tốc 數值 越大 加速 越 慢 |
|
| 30 | Việc điều chỉnh đột quỵ bàn đạp cho động cơ khởi động quay
馬達 開始 轉動 的 踏板 行程 調整 |
50 ~ 90
(Pedal trung tính = 40, LD1 ánh sáng) ( 中立 點 參考 值 = 40, LD1 點亮 ) |
|
| 31 | đột quỵ bàn đạp điều chỉnh cho động cơ khởi động tăng tốc
馬達 開始 加速 的 踏板 行程 調整 |
70 ~ 110 | |
| 32 | đột quỵ bàn đạp điều chỉnh cho chân Lifter bắt đầu hành động
壓 腳 開始 動作 的 踏板 行程 調整 |
10 ~ 35 | |
| 33 | đột quỵ bàn đạp điều chỉnh cho chủ đề bắt đầu cắt tỉa 切線 開始 動作 的 踏板 行程 調整 | 3 ~ 30 | |
| 34 | loại ban Thường vụ lựa chọn hoạt động đạp
立式 作業 選擇 |
OFF: đơn vị tốc độ đạp bình thường
速度 基座 正常 操作 PK70: Đối với hoạt động JUKI đứng loại PK70 配合 JUKI 立式 作業 PK70 PKSW: Đứng hoạt động đạp, các tốc độ cố định (tốc độ thấp và tốc độ cao) 立式 作業, 速度 固定 (低速 & 高速) PK71: Đối với hoạt động YHH đứng loại PK71 配合 永輝 興 立式 作業 PK71 |
|
| 35 | An toàn chuyển đổi loại
安全 開關 型式 |
NO: công tắc mở bình thường 常 開 接點
NC: Bình thường chuyển đổi gần 常 閉 接點 |
| 36 | Trong chế độ kiểm tra ô tô, xe chạy điều chỉnh thời gian
自動 測試 模式 下, 馬達 運轉 時間 調整 |
100 ~ 20000 ms | 100 ms / bước |
| 37 | Trong chế độ kiểm tra ô tô, xe dừng điều chỉnh thời gian
自動 測試 模式 下, 馬達 停止 時間 調整 |
100 ~ 20000 ms | 100 ms / bước |
| 38 | Trở lại tacking chức năng chuyển đổi
回 針 按鍵 功能 |
BTSW: Kiểm soát điện từ trở lại tacking
控制 回 針 線圈 NDUP: Kiểm soát lại tacking điện từ khi động cơ chạy, và như kim lên công tắc khi động cơ dừng 運轉 中 控制 回 針, 靜止 時 提 針 至上 停 DSIN: Kiểm soát lại tacking điện từ khi động cơ chạy, không liên tục nhích trong ñoäng cô ngöøng 運轉 中 控制 回 針 線圈, 靜止 時 不 連續 補 針 CNIN: Kiểm soát lại tacking điện từ khi động cơ chạy, liên tục nhích trong ñoäng cô ngöøng 運轉 中 控制 回 針 線圈, 靜止 時 連續 補 針 RFSS: Đảo ngược chức năng thức ăn chăn nuôi có hiệu quả khâu cả trong quá trình may và dừng 途中 倒 縫 (車縫 中 & 停止 時 均 有效 ) UPBT: Kiểm soát lại tacking điện từ duy nhất ở vị trí lên 控制 回 針 線圈 只 在 上 停 點 有效 SHOT: Kiểm soát lại tacking solenoid, 74 quyết định độ rộng xung đầu ra. 控制 回 針 輸出 脈 波 寬 由 số 74 決定 FLIP: Kiểm soát lại tacking solenoid, theo loại sản lượng flip-flop 以 dep Lê 方式 控制 回 針 線圈 |
|
| 39 | số mũi khâu trong thức ăn chăn nuôi ngược khâu
途中 倒 縫針 數 |
0 ~ 19 mũi khâu | |
| 40 | Cắt chức năng trong khâu thức ăn ngược 途中 倒 縫 切線 功能 | OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 41 | Thực hiện chủ đề tự động cắt tỉa sau khi quá trình may số cuối cố định khâu
定 寸 縫 工程 結束 後, 自動 切線 功能 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 42 | chức năng cảm biến cạnh Material
布 端 檢出 器 功能 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 43 | số liệu khâu cảm biến cạnh
布 端 檢出 器 針 數 |
0 ~ 99 mũi khâu 針 | |
| 44 | Sử dụng cảm biến cạnh tài liệu để xử lý chức năng cắt tỉa
利用 布 端 檢出 器 進行 切線 功能 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 45 | Auto kim lên vị trí khi bật nguồn
開機 自動 上 停 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 46 | Backtack chuyển bảo vệ thời gian
回 針 按鍵 保護 時間 |
0 ~ 30 giây | |
| 47 | Để khóa bàn đạp chức năng chuyển tiếp trước khi quá trình kết thúc cắt tỉa
切線 完成 前 踏板 前 踩 互鎖 功能 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 48 | máy may đảo ngược chức năng cách mạng sau chủ đề cắt tỉa
xử lý 切線 完成 後 車頭 反轉 功能 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
| 49 | máy may đảo ngược cách mạng góc sau khi chủ đề Cắt xén chế biến
切線 完成 後 車頭 反轉 角度 |
0 ~ 250∘ | 1∘ / bước |
| 50 | Thời gian trì hoãn sau khi đã hoàn thành đề cắt tỉa nhưng trước khi máy may cách mạng đảo ngược.
切線 完成 後 車頭 反轉 前 延遲 時間 |
0 ~ 250 0 ms | 10 ms / bước |
| 51 | ảo kim xuống chức năng định vị 虛擬 下 停 功能 | OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 52 | Các góc giữa kim ảo xuống điểm định vị và kim lên tín hiệu
虛擬 下 停 點, 由 上 停 信號 開始 點 起算 |
0 ~ 250∘ | 1∘ / bước |
| 53 | Chức năng định vị kim may bắt đầu 起 縫 定 針 功能 | OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 54 | Các góc độ định vị kim may bắt đầu 起 縫 定 針 角度 | 0 ~ 250∘ | 1∘ / bước |
| 55 | Góc bắt đầu của cắt tỉa hành động (đếm từ vị trí kim xuống và chỉ có hiệu quả trong chế độ cắt tỉa LU)
切線 動作 開始 角度 (下 停 開始 起算, 只 在 LU 切線 模式 有效) |
0 ~ 250∘ | 1∘ / bước |
| 56 | Các góc độ liên tục của hành động cắt tỉa
(Đếm từ vị trí kim xuống và chỉ có hiệu quả trong chế độ cắt tỉa LU) 切線 動作 持續 角度 (只 在 LU 切線 模式 有效) |
0 ~ 250∘ | 1∘ / bước |
| 57 | Việc phát hành căng thẳng bắt đầu hành động góc (đếm từ vị trí kim xuống và chỉ có hiệu quả trong chế độ cắt tỉa LU)
紗 拉 組 開始 動作 角度 (下 停 開始 起算, 只 在 LU 切線 模式 有效) |
0 ~ 250∘
|
1∘ / bước |
| 58 | Các góc độ diễn xuất liên tục căng thẳng phát hành (chỉ có hiệu quả trong chế độ cắt tỉa LU)
紗 拉 組 動作 持續 角度 (只 在 LU 切線 模 式 有效) |
0 ~ 250∘ | 1∘ / bước |
| 59 | Thời gian căng thẳng phát hành diễn xuất liên tục (đếm từ kim lên vị trí và chỉ có hiệu quả trong chế độ cắt tỉa LU)
紗 拉 組 動作 持續 時間 (上 停 信號 開始 動作 起算 , 只 在 LU 切線 模式 有效) |
0 ~ 1250 ms | 5 ms / bước |
| 60 ~ 64 | không thiết lập 未 使用 | ||
| 65 | Lựa chọn cho cảm biến cạnh 1
布 端 檢出 器 1 型式 選擇 |
OFF: ánh sáng vào loại
ON: tối của loại |
|
| 66 | cảm biến cạnh 1 điều khiển nâng chân
布 端 檢出 器 1 控制 壓 腳 動作 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 67 ~ 68 | không thiết lập 未 使用 |
| 69 | Option OUT_C hoạt động số mũi khâu sau khi cảm biến cạnh tài liệu trên (B747 & MO & MO3 có hiệu quả)
布 端 檢出 器 開始 動作 Lựa chọn OUT_C 動作 針 數 ( B747 & MO & MO3 車頭 有 效) |
0 ~ 99 mũi khâu | |
| 70 | Option OUT_C trì hoãn số mũi khâu sau khi cạnh tài liệu cảm biến tắt (B747 & MO & MO3 có hiệu quả)
布 端 檢出 器 結束 動作 Lựa chọn OUT_C 延遲 針 數 ( B747 & MO & MO3 車頭 有 效) |
0 ~ 99 mũi khâu
|
|
| 71 | Các hành vi khâu số sau Option OUT_C trì hoãn khâu số & cạnh chất liệu cảm biến tắt B747 & MO & MO3 có hiệu quả)
布 端 檢出 器 結束 動作 Lựa chọn OUT_C 延遲 後 動作 針 數 ( B747 & MO & MO3 車 頭 有效) |
0 ~ 99 mũi khâu | |
| 72 | Option OUT_A hoạt động số mũi khâu sau khi cảm biến cạnh tài liệu trên
布 端 檢出 器 開始 動作 Lựa chọn OUT_A 延遲 針 數 |
0 ~ 99 mũi khâu | |
| 73 | Option OUT_A trì hoãn số mũi khâu sau khi cảm biến cạnh nguyên tắt
布 端 檢出 器 結束 動作 Lựa chọn OUT_A 延遲 針 數 |
0 ~ 99 mũi khâu | |
| 74 | Option OUT_A hoạt động thời gian
Lựa chọn OUT_A 動作 時間 |
0 ~ 250 ms | |
| 75 | Option OUT_D hoạt động số mũi khâu sau khi cảm biến cạnh tài liệu trên (MO & MO3 có hiệu quả)
布 端 檢出 器 開始 動作 Lựa chọn OUT_D 動作 針 數 ( MO & MO3 車頭 有效) |
0 ~ 99 mũi khâu
|
|
| 76 | Option OUT_D trì hoãn số mũi khâu sau khi cạnh tài liệu cảm biến tắt (MO & MO3 có hiệu quả)
布 端 檢出 器 結束 動作 Lựa chọn OUT_D 動作 針 數 ( MO & MO3 車頭 有效) |
0 ~ 99 mũi khâu
|
|
| 77 | Option OUT_C hoạt động số mũi khâu sau khi cảm biến cạnh tài liệu trên (ATCs & P664 có hiệu quả)
布 端 檢出 器 開始 動作 Lựa chọn OUT_C 延遲 動作 針 數 ( ATCs & P664 車頭 有效 |
0 ~ 99 mũi khâu | |
| 78 | Option OUT_C trì hoãn số mũi khâu sau khi cạnh tài liệu cảm biến tắt (ATCs & P664 có hiệu quả)
布 端 檢出 器 結束 動作 Lựa chọn OUT_C 持續 動作 針 數 ( ATCs & P664 車頭 有效 |
0 ~ 99 mũi khâu | |
| 79 | Sự lựa chọn chức năng Tùy chọn OUT_C (B747 & MO & MO3 có hiệu quả)
Lựa chọn OUT_C 功能 選擇 (B747 & MO & MO3 車頭 有效) |
0: Không có đầu ra
無 輸出 1: Phụ thuộc vào sản lượng số các mũi khâu thiết lập 根據 所 設定 針 數 輸出 2: Phụ thuộc vào sản lượng số các mũi khâu thiết lập khi hành vi chân nâng 根據 所 設定 針 數 輸出 & 舉 壓 腳 動作 時 輸出 3: Không có đầu ra khi động cơ dừng 馬達 停止 時 無 輸出 |
| 80 | Sự lựa chọn chức năng Tùy chọn OUT_A Lựa chọn OUT_A 功能 選擇 | 0: Không có đầu ra
無 輸出 1: Phụ thuộc vào sản lượng số các mũi khâu thiết lập (Pedal tốc độ điều khiển) 根據 所 設定 針 數 輸出 (踏板 控制 速度 ) 2 : Phụ thuộc vào các thiết lập khâu đầu ra số (bắt đầu cảm biến cạnh nguyên liệu và kết thúc của hành động khi động cơ ở tốc độ trung bình) 根據 所 設定 針 數 輸出 (布 端 檢出 器 開始 & 結束 動 作 時 馬達 為 中 速) 3: Phụ thuộc vào sản lượng số các mũi khâu thiết lập (kết thúc của động cơ cảm biến cạnh nguyên liệu ở tốc độ trung bình ) 根據 所 設定 針 數 輸出 (布 端 檢出 氣 結束 動作 時 馬 達 為 中 速) |
|
| 81 | Sự lựa chọn chức năng Tùy chọn OUT_D Lựa chọn OUT_D 功能 選擇 | 0: Không có đầu ra
無 輸出 1: Phụ thuộc vào sản lượng số các mũi khâu thiết lập (Pedal tốc độ điều khiển) 根據 所 設定 針 數 輸出 (踏板 控制 速度 ) 2: Phụ thuộc vào sản lượng số các mũi khâu thiết lập (Sensor cạnh nguyên liệu kết thúc & trong tốc độ trung bình động cơ) 根據 所 設定 針 數 輸出 ( 布 端 檢出 器 結束 動作 時 馬達 為 中 速 ) 3: Auto may khâu thiết lập mà không cần đạp báo chí 踏板 不需要 前 踩 也 可以 自動 執行 所 設定 的 針 數 |
|
| 82 | Sự lựa chọn chức năng Tùy chọn OUT_C (ATCs & P664 có hiệu quả)
OUT_C 功能 選擇 (ATCs & P664 車頭 有效 |
0: Không có đầu ra
無 輸出 1: Phụ thuộc vào sản lượng số các mũi khâu thiết lập 根據 所 設定 針 數 輸出 2: Phụ thuộc vào sản lượng số các mũi khâu thiết lập khi hành vi chân nâng 根據 所 設定 針 數 輸出 & 舉 壓 腳 動作 時 輸出 3: Phụ thuộc vào khâu thiết lập đầu ra số (tiếp tục đóng vai trò thậm chí dừng động cơ) 根據 所 設定 針 數 輸出 (馬達 停止 時 仍 保持 動作) |
|
| 83 | Sự lựa chọn kiểm soát điện từ chu kỳ đầu ra của cảm biến cạnh nguyên liệu
布 端 檢出 器 控制 線圈 輸出 週期 結束 選擇 |
0: Lựa chọn OUT_C
1: Lựa chọn OUT_A 2: Lựa chọn OUT_D 3: Không |
|
| 84 | Ưu tiên giữa cảm biến cạnh tài liệu trên & nhấn bàn đạp phía trước
布 端 檢出 器 開始 動作 與 踏板 前 踩 優 先 權 選擇 |
0: Cảm biến cạnh vật chất phải được hành động trước khi nhấn bàn đạp
布 端 檢出 器 須 在 踏板 前 踩 之前 動作 1: điều kiện Pedal là ngay lập tức có hiệu lực khi cảm biến cạnh tài liệu trên 布 端 檢出 器 開始 動作 時 踏板 的 狀 態 立刻 有 效 2: Nhấn bàn đạp là trước. 踏板 前 踩 優先 |
|
| 85 | Hủy sợi cắt tỉa chức năng lựa chọn khi bàn đạp được gót.
取消 踏板 後 踩 切線 功能 選擇 |
OFF: Với các chủ đề chức năng cắt tỉa khi bàn đạp là gót
有 踏板 後 踩 切線 功能 ON: Hủy sợi chức năng cắt tỉa khi bàn đạp là gót. Và cũng giống chức năng chân nâng có hiệu quả. 取消 踏板 後 踩 切線 功能 只做 舉 壓 腳 動作 |
Tài liệu chỉnh hộp máy IMS SV 82
| 86 | lựa chọn chức năng đặc biệt
特殊 功能 選擇 |
0: Không có chức năng đặc biệt
沒有 特殊 功能 4: chức năng LU1521 LU1521 功能 6: SAS1 chức năng SAS1 功能 7: Chức năng BASF BAF 功能 10: cảm biến tiên tiến với chức năng tái chu kỳ 布 端 檢出 器 有 再次 循環 功能 11: auto may khi sử dụng PKSW PKSW 控制 自動 車缝 功能 |
|
| 87 | Không có chế độ hoạt động đồng bộ
沒有 同步 器 操作 模式 |
OFF: không hiệu quả. 無 功能
ON: hiệu quả 有 此 功能 (不會 顯示 ER-1) |
|
| 88 | Chênh lệch tốc độ thực hiện định vị kim 執行 定位 的 速度 臨界 值 | 80 ~ 160 | 1 / bước |
| 89 | Giảm tốc lựa chọn độ dốc tốc độ
減速 曲線 選擇 |
1 ~ 8
(Giá trị lớn hơn có nghĩa là thời gian dài giảm tốc.) 設定 值 越大, 減速 時間 越 長 |
|
| 90 | Động cơ chức năng phanh tĩnh
馬達 靜止 煞車 功能 |
0 ~ 20 0: Không có chức năng
như vậy 無 功能 1 ~ 20: (Giá trị lớn hơn có nghĩa là lực phanh mạnh hơn.) 1 ~ 20: 有 此 功能, 設定 值 越大 煞車 力量 越大 |
|
| 91 | Động cơ kiểm soát tín hiệu xoay
馬達 轉動 信號 控制 |
OFF: Không có đầu ra
不 輸出 TL1: TL đầu ra điện từ khi động cơ quay. 馬達 轉動 時 由 TL 線圈 輸出 TL2: TL đầu ra điện từ khi động cơ quay & chân hành vi nâng. 馬達 轉動 時 和 舉 壓 腳 動作 時 由 TL 線圈 輸出 |
|
| 92 | Chuyển tiếp đầu ra tín hiệu quay motor 馬達 轉動 信號 提早 輸出 時間 | 0 ~ 1250 ms | 5 ms / bước |
| 93 | Đảo ngược chức năng cách mạng khi máy bắt đầu khâu.
起 縫 反轉 功能 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 94 | Đảo ngược góc khi máy bắt đầu khâu. 起 縫 反轉 角度 | 0 ~ 250∘ | 1∘ / bước |
| 95 | Kiểm tra kiểm soát tốc độ chức năng tình trạng đơn vị khi bật nguồn.
開機 時 檢查 速度 基座 狀態 功能 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 96 | tín hiệu báo động chức năng đầu ra.
發生 báo thức 時 有 訊號 輸出 功能 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 97 ~ 101 | không thiết lập 未 使用 | ||
| 102 | cảm biến cạnh nguyên liệu bắt đầu diễn xuất, Lựa chọn OUT_B trì hoãn diễn xuất khâu số
布 端 檢出 器 開始 動作 Lựa chọn OUT_B 延遲 動作 針 數 |
0 ~ 99 mũi khâu | |
| 103 | cảm biến cạnh Vật liệu kết thúc hoạt động,
Lựa chọn OUT_B tục đóng vai trò mũi khâu số 布 端 檢出 器 結束 動作 Lựa chọn OUT_B 持續 動作 針 數 |
0 ~ 99 mũi khâu |
Tài liệu chỉnh hộp máy IMS SV 82
| 104 | Tùy chọn lựa chọn chức năng OUT_B
Lựa chọn OUT_B 功能 選擇 |
OFF: Không có đầu ra
無 輸出 ON: Phụ thuộc vào thiết lập khâu đầu ra số 根據 所 設定 針 數 輸出 |
|
| 105 | Foot nâng bảo vệ thời gian
押 腳 保護 時間 |
0 ~ 60 giây | 1 giây / bậc thang |
| 106 ~ 107 | không thiết lập 未 使用 | ||
| 108 Motor | phanh lực lượng khi nào
định vị 馬達 定位 時 煞車 力 |
0 ~ 5 | |
| 109 | Chức năng định vị Needle nhanh
快速 定位 停 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 110 | định vị ô tô dừng lại lực lượng
馬達 定位 時 煞車 力 (速度 參數) |
0 ~ 5 | |
| 111 | ER-2 lần kiểm tra
ER-2 檢查 時間 |
0 ~ 5 giây 秒 | |
| 112 | ATC thiết lập chức năng tự động
(Chỉ có hiệu lực trong máy ATC) ATC 自動 機能 設定 (只 在 ATC 車頭 選 項 中 有效) |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 113 | cảm biến cạnh nguyên liệu bắt đầu diễn xuất, OUT_B chậm trễ tùy chọn hành động số mũi khâu
布 端 檢出 器 開始 動作 Lựa chọn OUT_B 延遲 動作 針 數 |
0 ~ 99 mũi khâu | |
| 114 | cảm biến cạnh Vật liệu kết thúc hoạt động,
Lựa chọn OUT_B tục đóng vai trò số mũi khâu 布 端 檢出 器 結束 動作 Lựa chọn OUT_B 持續 動作 針 數 |
0 ~ 99 mũi khâu | |
| 115 | Tùy chọn lựa chọn chức năng OUT_B
Lựa chọn OUT_B 功能 選擇 |
OFF: Không có đầu ra
無 輸出 ON: Phụ thuộc vào thiết lập đầu ra số mũi khâu 根據 所 設定 針 數 輸出 |
|
| 116 | Kiểm soát Lựa chọn OUT_B điện từ chức năng đầu ra bằng cách lựa chọn IN_C
利用 Lựa chọn IN_C 控制 Lựa chọn OUT_B 線圈 輸出 功能 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 117 | Bắt đầu số mũi khâu khâu đặc
開始 密 縫針 數 |
0 ~ 99 mũi khâu | |
| 118 | không thiết lập 未 使用 | ||
| 119 | ER-3 thời gian kiểm tra
ER-3 檢查 時間 |
0 ~ 20 | |
| 120 | Hiện Breaking
煞車 臨界 值 |
130 ~ 250 | |
| 121 | thời gian hành động vi phạm nhẹ
微小 煞車 動作 時間 |
10 ~ 50ms | |
| 122 | tốc độ bẻ nhẹ
微小 煞車 動作 臨界 速度 |
200 ~ 1700rpm | |
| 123 | Hiện hút trước
前 吸 風 時間 |
0 ~ 5000ms | |
| 124 | Hiện hút Interval
間接 吸 風 時間 |
0 ~ 5000ms | |
| 125 | Hiện hút phía sau
後 吸 風 時間 |
0 ~ 5000ms |
Tài liệu chỉnh hộp máy IMS SV 82
| 126 | chế độ hút
吸 風 模式 |
OFF: điều khiển bằng mũi khâu
針 數 控制 ON: Kiểm soát theo thời gian 時間 控制 |
|
| 127 | không thiết lập 未 使用 | 0 | |
| 128 | Lựa chọn cho chức năng đặc biệt
特殊 功能 選擇 |
OFF: không hiệu quả
無 功能 1: Nếu switch footlifter đã được kích hoạt một lần, nó sẽ tự động thay đổi cho chế độ TFL nó được tắt 只要 壓 腳 開關 動作 過 一次, 就 強制 將 壓 腳 控制 模式 改為 TFL, 直到 關機 thời gian trễ cho tùy chọn OUT_C để OFF chức năng: 2 Lựa chọn OUT_C 延遲 TẮT 功能 3: Sau khi cảm biến cạnh kết thúc, mũi khâu có thể chia trong bốn phần 布 端 結束 後 的 針 數 可 分為 4 段 4: startback cuối thay đổi cài đặt 前 倒 縫 最後 一趟 修正 模式 5: Dino chức năng đặc biệt DINO 特殊 顯示 功能 6: Sau khi chủ đề hút, cảm biến cạnh vật chất là ON (Chỉ dành cho mô hình MO3) 吸 線 裝置 動作 完成 後, 布 端 檢出 器 自動 有效 (只 在 MO3 機型 有效) |
|
| 129 | Chức năng điều khiển khác biệt
微分 控制 功能 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 130 | Lên điều chỉnh vị trí
上 停 點 位置 調整 |
0 ~ 250 • | 1 • / bậc thang |
| 131 | số Stitch cho chức năng one-shot
MỘT CHÂU 針 數 |
0 ~ 250 | |
| 132 ~ 133 | không thiết lập 未 使用 | ||
| 134 | Dừng vị trí khi cảm biến cạnh động nguồn nguyên liệu
布 端 檢出 器 動作 時, 馬達 停止 位置 |
OFF: Tùy vào bảng điều khiển đơn giản
cài đặt 由 簡易 面板 上下 停 決定 UP: Lên vị trí 上 停 點 XUỐNG: Vị trí Xuống 下 停 點 |
|
| 135 ~ 136 | không thiết lập 未 使用 | ||
| 137 | Trì hoãn thời gian giữa UTL và ngưng tụ khâu
UTL 動作 輸出 後 到 執行 密 縫 前 延遲 時間 |
0 ~ 200 ms | 10 ms / bước |
| 138 | Lựa chọn OUT_A trì hoãn khâu diễn xuất
(Chỉ có hiệu quả trong máy PT2) 布 端 檢出 器 開始 動作 Lựa chọn OUT_A 延遲 動作 針 數 (只 在 PT2 機型 有效) |
0 ~ 99 mũi khâu | |
| 139 | khâu diễn xuất lựa chọn OUT_A
(Chỉ có hiệu quả trong máy PT2) 布 端 檢出 器 動作 Lựa chọn OUT_A 持續 動作 針 數 (只 在 PT2 機型 有效) |
0 ~ 99 mũi khâu | |
| 140 | Động cơ chức năng bảo vệ
馬達 運轉 時間 保護 功能 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 141 | lần kiêm cho chức năng vận động bảo vệ 馬達 發生 保護 功能 時間 | 100 ~ 5000 giờ | 50 giờ / bước |
| 142 | tình trạng phát hiện tài liệu cạnh sensor1
布 端 檢出 器 1 檢出 判斷 基準 |
OFF: Thời gian
時間 ON: Stitches 針 數 |
Tài liệu chỉnh hộp máy IMS SV 82
| 143 | Chất liệu cạnh sensor1 phát hiện khâu 布 端 檢出 器 1 檢出 針 數 | 0-20 mũi khâu | |
| 144 | Trong chế độ kiểm tra ô tô, xe chạy điều chỉnh mức
自動 測試 模式 下, 馬達 運轉 速度 準 位 調整 |
60 ~ 250 | 10 / bước |
| 145 | Trong chế độ kiểm tra ô tô, xe dừng lựa chọn chế độ 自動 測試 模式 下, 馬達 停止 模式 選擇 | TRIM: cắt tỉa hoạt động
切線 動作 Flon: chân nâng hoạt động 舉 押 腳 動作 STOP: động cơ dừng 馬達 停止 |
|
| 146 | tình trạng phát hiện tài liệu cạnh sensor2 布 端 檢出 器 2 檢出 判斷 基準 | OFF: Thời gian
時間 ON: Stitches 針 數 |
|
| 147 | Chất liệu cạnh sensor2 phát hiện khâu 布 端 檢出 器 2 檢出 針 數 | 0-20 mũi khâu | |
| 148 | kim nhanh mức độ kiểm tra định vị
快速 定位 停 檢查 準 位 |
500 ~ 1000 spm | 50 / bước |
| 149 | Lựa chọn cho cảm biến cạnh vật liệu 2
布 端 檢出 器 2 型式 選擇 |
OFF: ánh sáng vào loại
ON: tối trên loại |
|
| 150 | Động cơ chức năng dừng tự động
馬達 自動 停止 功能 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
Thời gian chất chứa rõ ràng sau khi điện tắt
電源 關機 後 累積 時間 就 被 清除 |
| 151 | Times cho dừng tự động động cơ
馬達 執行 自動 停止 時間 |
0 ~ 100 giờ | 1 giờ / bước |
| 152 | Tốc độ điều chỉnh loop
速度 迴路 增益 調整 |
0 ~ 12 | |
| 153 | kim lên chức năng định vị ảo
虛擬 上 停 功能 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 154 | tốc độ may cố định lựa chọn đường cong giảm 定 寸 缝 減速 曲線 選擇 | 0 ~ 4 | |
| 155 | Phạm vi an toàn của vị trí UP
上 停 定位 的 安全 範圍 |
0 ~ 100 | |
| 156-158 | không thiết lập 未 使用 | ||
| 159 | giai đoạn thứ hai mà không có cảm biến cạnh của vật liệu. các mũi khâu
第二段 布 端 檢出 器 針 數 |
0 ~ 250 mũi khâu | |
| 160 | giai đoạn thứ ba mà không có cảm biến cạnh của vật liệu. các mũi khâu
第三段 布 端 檢出 器 針 數 |
0 ~ 250 mũi khâu | |
| 161 | Giai đoạn cuối cùng mà không có cảm biến cạnh của vật liệu. các mũi khâu
第四段 布 端 檢出 器 針 數 |
0 ~ 250 mũi khâu | |
| 162 | Thực hiện nâng tự động chân sau quá trình may số cuối cố định khâu
固定 針 數 縫製 工程 結束 後, 自 動 壓 腳 功能 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 163 | chức năng cắt tỉa nhanh
快速 切刀 功能 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 164 | không thiết lập 未 使用 | ||
| 165 | Trì hoãn OFF thời gian cho tùy chọn OUT_C
Lựa chọn OUT_C 延遲 OFF 時間 |
0 ~ 9000 ms |
Tài liệu chỉnh hộp máy IMS SV 82
| 166 | Kiểm soát tốc độ cho số cảm biến cạnh nguyên liệu khâu (chỉ có hiệu quả trong việc SA F, YU2F, YU3F
máy móc) 控制 布 端 檢出 器 針 數 執行 時 的 速度 ( 只 在 SA F, YU2F, YU3F 機型 有效) |
0 : kiểm soát tốc độ đạp
踏板 控制 速度 1 : Tốc độ trung bình 固定 中 速 2: Auto may mà không đạp báo chí 自動 縫製 不需 踏板 前 踩 |
|
| 167 | Góc cho việc định vị nhanh chóng
快速 定位 停 提前 減速 角度 |
0 ~ 200 • | |
| 168 | Số mũi khâu khoảng cho hút giữa
中途 吸 風 間 格 針 數 |
0 ~ 250 mũi khâu | |
| 169 | Số mũi khâu ở tốc độ trung bình
中途 吸 風 動作 針 數 |
0 ~ 250 mũi khâu | |
| 170 | Trước khi footlifter được kích hoạt, động cơ sẽ xoay đến vị trí trên
舉 壓 腳 動作 前 馬達 先 轉到 上 停 位置 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 171 | Khi công tắc cho dao cắt thủ công là kích hoạt, thời gian cần cho chủ đề hút
手動 斬 刀 開關 動作 時 吸 線 裝置 動作 時間 |
0 ~ 9900 ms | 100 ms / bước |
| 172 | chức năng quạt bằng tay
手動 吹風 功能 |
OFF: không hiệu quả 無 功能
ON: Hiệu quả 有 此 功能 |
|
| 173 | B khởi đầu thấp hơn góc hoạt động
吹風 開始 角度 |
0 ~ 250 • | |
| 174 | Blower dừng hoạt động góc
吹風 結束 角度 |
100 ~ 250 • | |
| 175 | Blower bắt đầu hoạt động góc
吹風 動作 針 數 |
0 ~ 19 mũi khâu | |
| 176 | Căng thẳng phát hành thời gian trễ khi quạt activ e
吹風 動作 時 紗 拉 組 延遲 時間 |
0 ~ 100 ms | |
| 177 | Căng thẳng phát hành thời gian hoạt động khi quạt hoạt động
吹風 動作 時 紗 拉 組 動作 時間 |
0 ~ 150 ms |
Tài liệu chỉnh hộp máy IMS SV 82


GIPHY App Key not set. Please check settings