

Tài liệu máy may jack H2 H5
Tài liệu máy may jack H2 H5 máy 1 kim điện tử, máy 2 kim, máy cao jack và các hãng cùng board mạch
| Không . |
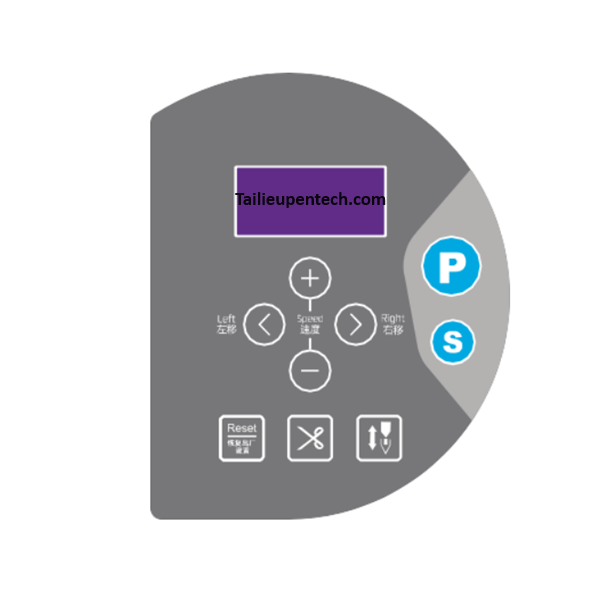
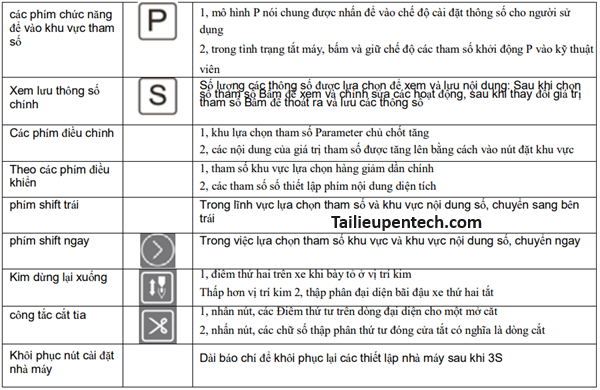
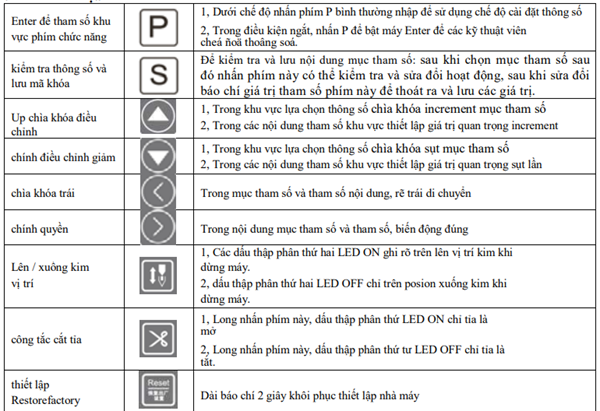
tham số chức năng(R / S) | phạm vi | tham số | miêu tả | |||||||||
| P01 | Tốc đọ may tối đa | 200-5000 | 3600 | Thiết lập tốc độ may | |||||||||
| P02 | Điều chỉnh đường cong tốc độ (%) |
10-100 | 80 | Bộ điều khiển tốc độ leo độ dốc thiết lập. Lớn của giá trị độ dốc = nhanh tốc độ. Nhỏ của giá trị độ dốc = chậm của tốc độ. |
|||||||||
| P03 | Kim LÊN/XUỐNG Lựa Chọn | 0-1 | 1 | Tương tự như phím tắt bảng điều khiển phím chức năng 0: Needle Dừng tại Up Chức vụ 1: Needle Dừng tại Xuống Chức vụ |
|||||||||
| P07 | Bắt đầu mềm Speed(R / S) |
200-1500 | 800 | Điều chỉnh Bắt đầu mềm Speed | |||||||||
| P08 | Stitch số cho mềm Bắt đầu (SLS) |
0-99 | 1 | Mềm Bắt đầu khâu Setting (một đơn vị = nửa khâu) | |||||||||
| P14 | Bắt đầu mềm | 1 | 0-1 | 1:Chức năng khởi động mềm được bật. 0: Chức năng khởi động mềm là tắt. |
|||||||||
| P15 | Chế độ bồi thường Stitch | 0-2 | 2 | 0: Điền nửa kim, 1: Điền vào một cây kim 2: nửa kim liên tục; | |||||||||
| P21 | Điện áp của bước trước khi bàn đạp | 30-1000 | 520 | ||||||||||
| P22 | Điện áp của một nửa bước trước để đạp | 30-1000 | 480 | ||||||||||
| P23 | Điện áp của một nửa bước chân để đạp | 30-1000 | 240 | ||||||||||
| P24 | Điện áp của đảo ngược đạp | 30-500 | 110 | ||||||||||
| P29 | áp lực phanh sau khi cắt tỉa | 1-50 | 20 | ||||||||||
| P35 | chế độ đếm sự lựa chọn | 0 | 0-1 | 0: Hướng dẫn sử dụng counting1: tự động đếm | |||||||||
| P38 | Lựa chọn chức năng Trimmer | 0-1 | 1 | ON: Trimmer hợp lệ OFF: Trimmer không hợp lệ |
|||||||||
| P41 | Hiển thị số lượng may xong | 0-9999 | 0 | Đếm số lượng hoàn thành khâu | |||||||||
| P42 | Hiển thị thông tin | N01-n07 | N01 | NO1 bằng điện số sê-ri phiên bản kiểm soát NO2 chọn kim băng Speed phiên bản NO3 No4 Pedals AD, góc NO5 Positioning |
|||||||||
| 2 Kỹ thuật viên danh sách nội dung tham số (Nhấn phím P + phím S để bật truy cập máy) | |||||||||||||
| Khôn g. | tham số chức năng | phạm vi | vỡ nợ | miêu tả | |||||||||
| P44 | nỗ lực phanh | 1-50 | 25 | Điều chỉnh của những nỗ lực trong khi máy dừng | |||||||||
| P46 | Inversion of góc kim của sự lựa chọn sau khi cắt tỉa | 0-1 | 0 | ON: động cơ tự động chạy sau khi cắt tỉa (góc kim quyết định bởi thiết lập của [P47.TR8] OFF: không hành động |
|||||||||
| P47 | Điều chỉnh góc độ ngược lại sau khi cắt tỉa |
50-200 | 160 | Ngược chạy là tùy thuộc vào các điều chỉnh góc kim sau khi cắt tỉa | |||||||||
| P48 | Thấp (Định vị) tốc độ (rpm ) |
100-500 | 210 | Thiết Positioning Speed | |||||||||
| p49 | tốc độ cắt (rpm) | 100-500 | 270 | Điều chỉnh tốc độ động cơ chu kỳ dòng cắt | |||
| P58 | Điều chỉnh chức năng lên | 0-1799 | 1125 | Kim dừng lại trước thời hạn với giảm giá trị; kim trì hoãn dừng với giá trị gia tăng. |
|||||||||
| P59 | Điều chỉnh vị trí xuống | 0-1799 | 225 | Kim dừng lại trước thời hạn có giá trị giảm; Needle trì hoãn dừng với sự gia tăng giá trị. |
|||||||||
| P60 | Kiểm tra tốc độ (rpm ) | 100-4000 | 2000 | Kiểm tra thiết lập tốc độ. | |||||||||
| P61 | thử nghiệm A | 0-1 | 0 | Sau khi thiết lập A, liên tục chạy tại | |||||||||
| tốc độ [P60. TV]. | |||||||||||||
| P62 | thử nghiệm B | 0-1 | 0 | Tùy chọn kiểm tra B, sau khi cài đặt báo chí [P60 TV.] Để đặt tốc độ thực hiện các chu kỳ của Start – May -stop – Cắt |
|||||||||
| Tùy chọn kiểm tra C, sau khi cài đặt báo chí | |||||||||||||
| P63 | kiểm tra C | 0-1 | 0 | [060. TV] để đặt tốc độ thực hiện các chu kỳ của Start – May mà không -stop | |||||||||
| chức năng định vị | |||||||||||||
| p64 | Chạy Thời gian | 1-250 | 20 | Thiết lập thời gian chạy thử nghiệm B và C | |||||||||
| Thử nghiệm B và C | |||||||||||||
| P65 | Dừng Thời điểm kiểm tra | 1-250 | 20 | Thiết lập thời gian dừng thử nghiệm B và C | |||||||||
| B và C | |||||||||||||
| p66 | Bảo vệ máy | 0-2 | 1 | 0: Disable, 1: Kiểm tra không tín hiệu, 2: | |||||||||
| Kiểm tra công tắc | Kiểm tra tín hiệu tích cực | ||||||||||||
| P72 | vị trí kim UP | ||||||||||||
| điều chỉnh | |||||||||||||
| P73 | kim xUỐNG | ||||||||||||
| điều chỉnh vị trí | |||||||||||||
| P80 | Ăn góc | 0-359 | 18 | Ăn góc của thread cắt | |||||||||
| tỉa chủ đề | cài đặt (Xuống vị trí là 0 °) | ||||||||||||
| P81 | Mô-men xoắn góc | 0-359 | 140 | Mô-men xoắn góc của thread cắt tỉa | |||||||||
| chủ đề trimmming | cài đặt (Xuống vị trí là 0 °) | ||||||||||||
| P82 | Feeder lại góc | 0-359 | 172 | Feeder lại góc của thread cắt tỉa | |||||||||
| tỉa chủ đề | thiết Xuống vị trí là 0 °) | ||||||||||||
| P84 | Bắt đầu từ góc mô- men xoắn của vật |
0-359 | 9 | ||||||||||
| liệu dày | |||||||||||||
| máy | |||||||||||||
| P85 | Dừng góc mô-men xoắn của vật liệu dày |
0-359 | 57 | ||||||||||
| máy | |||||||||||||
| P92 | Nhấn phím chuột rút để đọc góc encoder bắt đầu. Không thay đổi cài đặt gốc. Tự do | ||||||||||||
Tài liệu máy may jack H2 H5 về bảng mã lỗi máy may điện tử
| Mã lỗi | Nội dung | Cách khắc phục | ||||||||||||
| E01 | 1) Power ON, việc phát hiện điện áp chính là quá cao 2) Khi điện áp cung cấp là quá cao |
Tắt nguồn điện hệ thống, và phát hiện xem các điện áp cung cấp là chính xác. (Hoặc vượt quá điện áp định mức quy định sử dụng.) Nếu đúng, hãy thay thế hộp điều khiển và thông báo cho nhà máy |
||||||||||||
| E02 | 1) Power ON, việc phát hiện điện áp chính là quá thấp 2) Khi điện áp cung cấp là quá thấp |
Tắt nguồn điện hệ thống, và phát hiện xem các điện áp cung cấp là chính xác. (Hoặc vượt quá điện áp định mức quy định sử dụng.) Nếu đúng, hãy thay thế hộp điều khiển và thông báo cho nhà máy |
||||||||||||
| E03 | bảng điều khiển vận hành và CPU ngoại lệ truyền thông truyền | Tắt nguồn hệ thống, kiểm tra xem giao diện bảng điều khiển hoạt động là lỏng lẻo Nếu tiếp xúc là tốt, hãy thay đổi bảng điều khiển hoạt động. Nếu không được điều hành, kiểm soát hộp bị hư hỏng, hãy thay đổi |
||||||||||||
| E05 | xúc bất thường của bộ điều khiển tốc độ (bàn đạp) | Tắt nguồn điện hệ thống, kiểm tra xem kết nối là lỏng lẻo hoặc rơi ra. Làm cho tình hình bình thường kết nối và khởi động lại hệ thống. Nếu vẫn không thể hoạt động bình thường, hãy thay thế bộ điều khiển tốc độ và thông báo cho nhà sản xuất .. |
||||||||||||
| E07 | a) xúc bất thường của động cơ cắm b) đầu khóa hoặc vành đai động cơ cơ quan nước ngoài tham gia vào c) Vật liệu này là quá dày, mô-men xoắn động cơ là chưa đủ. d) Đầu ra ngoại lệ của mô-đun điều khiển |
Xoay bánh xe tay của động cơ đầu và kiểm tra nếu bị mắc kẹt. Nếu nó gặp trở ngại, không có trục trặc kỹ thuật của người đứng đầu cơ. Nếu vòng quay là điều bình thường, kiểm tra xem kết nối động cơ encoder và cáp điện động cơ khớp bị lỏng hay không. Nếu bất kỳ kết nối là lỏng lẻo, sửa chữa nó. Nếu kết nối là tốt, kiểm tra xem điện áp cung cấp của điện là quá cao. Nếu đó là quá cao, điều chỉnh nó. Nếu nó là bình thường, hãy thay thế các hộp điều khiển và thông báo cho nhà sản xuất. |
||||||||||||
| E08 | đổ liên tục của nhãn hiệu hơn 15 giây | Khởi động lại hộp điều khiển. | ||||||||||||
| E10 | bảo vệ quá dòng điện từ | Power off hệ thống. Kiểm tra solenoid (solenoid valve) dòng kết nối hoặc nếu Solenoid (Solenoid Valve) bị hư hỏng. | ||||||||||||
| E09 E11 | tín hiệu định vị bất thường | Power off hệ thống. Kiểm tra xem giao diện động cơ encoder là lỏng hoặc rơi ra. Khắc phục sự cố và hệ thống khởi động lại. Nếu nó vẫn không thể làm việc bình thường, hãy thay thế các động cơ và thông báo cho nhà sản xuất. |
||||||||||||
| E14 | tín hiệu mã hóa bất thường | Power off hệ thống kiểm tra xem giao diện encoder động cơ lỏng hoặc Off, nó sẽ trở lại bình thường sau khi khởi động lại hệ thống. Nếu vẫn không bình thường |
||||||||||||
| E15 | Công suất mô-đun không bình thường quá dòng bảo vệ | Power off hệ thống, sau đó bật lại. Nếu điều này không làm việc, Thay thế hộp điều khiển và thông báo cho nhà sản xuất. |
||||||
| E17 | công tắc bảo vệ người đứng đầu không phải là vào đúng vị trí | Power off hệ thống kiểm tra xem người đứng đầu mở, kiểm soát hộp bóng chuyển đổi được chuyển hoặc bị hư hỏng. | ||||||
| E20 | động cơ điện thất bại trong việc bắt đầu | Power off hệ thống để kiểm tra giao diện động cơ encoder và kết nối điện động cơ bị lỏng hoặc rơi xuống, mà trở lại bình thường sau khi khởi động lại cácHệ thống. Nếu nó vẫn không hoạt động, thay thế các hộp điều khiển và thông báo cho nhà máy Đảng. |
||||||
Các anh chị và các bạn cần xem thêm tài liệu cách chỉnh máy và tài liệu trên kênh youtube


GIPHY App Key not set. Please check settings